Современная обработка проката подразумевает под собой использование горячей и холодной деформации. Такая технология не требует большой энергоемкости, поэтому при правильно организованном рабочем процессе из плоских заготовок можно создавать изделия любой формы и параметров.
Этот вид обработки листового проката бывает:
Нет необходимости прикладывать огромные усилия для его осуществления. Обрабатывать прокат можно даже в холодном состоянии. Это не касается таких материалов, как высокоуглеродистая сталь, дюралюминий, титан. Им, как и толстолистовым металлам, подходит только горячее деформирование.
Гибку часто применяют с другими видами листовой штамповки — например, с резкой, вырубкой или пробивкой. Они нужны для производства многомерных либо слишком сложных деталей.
Еще один популярный вид обработки – гибка листового металла в Нижнем Новгороде с растяжением. С помощью такой процедуры удается получить узкие либо длинные детали с большим радиусом гибки.
Существует еще одна технология, которая позволяет получить изделия с уникальными размерами. Так создают турбины либо различные котлы и прочие сложные конструкции. Для этого используют энергию взрыва.
Листогибочные машины имеют следующие преимущества:
Выпускаются ручные станки, с помощью которых выполняется деформация оцинкованного материала. Такое оборудование пользуется спросом среди владельцев частных мастерских или для индивидуального пользования.
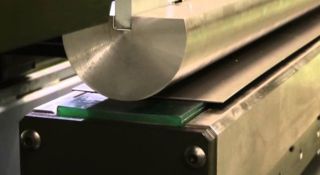
Хотя технология работы выглядит просто, сложно подобрать оптимальный баланс деформации состояния и напряжения. Когда материал изгибается, в нем создается напряжение. Изначально оно упругое, потом – пластичное. Гибка листового металлопроката будет отличаться небольшой деформацией. В углах изгиба она интенсивнее, а у торцов практически незаметна.
Когда осуществляется гибка и резка металла (имеется в виду тонколистовой материал), внутренние слои будут сжиматься, наружные – растягиваться. Во время изгиба может изменяться толщина, конечный угол, появляются складки. Это нужно учитывать во время работы с металлическими заготовками и подбора технологического процесса.